In professional apparel production preparation, the BOM and material specification sheets are not merely lists of raw materials. They are part of the technical production documentation that determines product costing, material allocation, purchasing preparation, material compliance control, delivery planning and repeatability in bulk production.
For teams working with technical documentation on a daily basis, the key task is not simply to enter a material into a table, but to build a data structure that eliminates ambiguity. The BOM must be clear and usable for the pattern engineer, garment technologist, purchasing department, costing specialist, quality control, warehouse, cutting room and sewing department. Every line item should allow the component to be clearly identified, costed, ordered, received into stock and reconciled in production.
How to Organize BOMs and Material Specification Sheets
Technical principles for building material documentation in apparel manufacturing
1. BOM as a data structure, not a style description
A BOM, or Bill of Materials, should be treated as the hierarchical material structure of a product. It is not a stylistic description of the model, but a technical component list assigned to a specific product code, construction version, colourway and size range.
In practice, a BOM should answer the following questions:
In practice, a BOM should answer the following questions:
- which component is used,
- where it is used in the garment,
- in what quantity,
- in which unit of consumption,
- with what process allowance,
- in which colour variant,
- for which sizes it applies,
- which supplier it comes from,
- what its approval status is,
- what its current price is,
- what the purchasing and delivery terms are.
2. Classification of components by technological function
The first stage of organizing a BOM is the correct classification of components. The classification should result not only from the material type, but also from the component’s technological function in the garment.
Recommended component groups include:
Recommended component groups include:
Shell materials
Shell materials are the materials forming the main surface of the garment. In apparel, these may include woven fabrics, knitted fabrics, natural leather, synthetic leather, laminates, softshells, coated materials, technical nonwovens or functional performance materials.
For the shell material, the following information should be specified at minimum:
For the shell material, the following information should be specified at minimum:
- internal material code,
- commercial and technical material name,
- fibre composition,
- construction type: weave, knit structure, laminate or coating,
- fabric weight,
- total width,
- usable width,
- material directionality,
- pattern repeat,
- face side and reverse side identification,
- spreading method,
- maximum allowable number of plies in the lay,
- shrinkage after processing,
- relaxation or decatizing requirements.
Construction and reinforcement materials
This group includes fusible interlinings, nonwovens, stabilizing tapes, local reinforcements, silicone tapes, technical meshes, auxiliary laminates and components used to stabilize garment edges.
In the material specification sheet for a fusible interlining, it is not sufficient to use a generic description such as “interlining”. The following parameters should be defined:
In the material specification sheet for a fusible interlining, it is not sufficient to use a generic description such as “interlining”. The following parameters should be defined:
- base carrier type,
- fabric or nonwoven weight,
- adhesive type,
- adhesive dot pattern,
- bonding temperature,
- bonding time,
- press pressure,
- resistance to washing,
- resistance to dry cleaning,
- compatibility with the shell material,
- risk of adhesive strike-through,
- effect on fabric handle,
- effect on the stiffness of the fused component.
Trims and garment hardware
Trims should be described not only by name, but by complete technical specification. This applies to zippers, buttons, snaps, eyelets, adjusters, buckles, hooks and eyes, elastic bands, drawcords, cord stoppers, tapes, hook-and-loop fasteners, boning and metal components.
Example of an incorrect description:
black zipper, 18 cm
Example of a correct technical description:
ZIP-COIL-05-CF-BLK-018
Coil zipper size #5, closed-end, 18 cm length, black PES tape, auto-lock slider, standard puller, matte nickel metal finish, supplier: YKK or approved alternative, application: front fly opening.
This type of description helps avoid errors caused by similar-looking components. For zippers, it is particularly important to define the zipper type, chain or coil size, tape material, length, end construction, slider type, tape colour, metal finish and exact placement in the garment.
Example of an incorrect description:
black zipper, 18 cm
Example of a correct technical description:
ZIP-COIL-05-CF-BLK-018
Coil zipper size #5, closed-end, 18 cm length, black PES tape, auto-lock slider, standard puller, matte nickel metal finish, supplier: YKK or approved alternative, application: front fly opening.
This type of description helps avoid errors caused by similar-looking components. For zippers, it is particularly important to define the zipper type, chain or coil size, tape material, length, end construction, slider type, tape colour, metal finish and exact placement in the garment.
Sewing threads and sewing-related materials
Threads are very often omitted from the BOM or treated too generally. In practice, thread parameters have a direct impact on seam quality, seam strength, topstitch appearance and production stability.
The BOM should define:
THREAD-PES-120-TEX-27-BLK
Core-spun polyester thread, tex 27, Nm 120/2, black colour, application: construction seams and topstitching, needle Nm 80–90, stitch types 301/401.
For technical garments, workwear, outdoor clothing or sportswear, additional thread parameters should be controlled, including abrasion resistance, UV resistance, industrial laundering resistance, pressing temperature resistance and chemical resistance.
- thread type,
- fibre composition,
- thread thickness,
- numbering system,
- colour,
- colour code,
- manufacturer,
- application,
- operation type,
- stitch type,
- recommended needle,
- estimated thread consumption per garment.
THREAD-PES-120-TEX-27-BLK
Core-spun polyester thread, tex 27, Nm 120/2, black colour, application: construction seams and topstitching, needle Nm 80–90, stitch types 301/401.
For technical garments, workwear, outdoor clothing or sportswear, additional thread parameters should be controlled, including abrasion resistance, UV resistance, industrial laundering resistance, pressing temperature resistance and chemical resistance.
Labels, care labels and packaging
Identification and packaging components must be included in the BOM because they affect shipment completion and compliance with customer requirements.
The BOM should include:
The BOM should include:
- brand label,
- size label,
- composition label,
- care label,
- EAN label,
- hangtag,
- swing ticket,
- hangtag cord,
- seal or security tag,
- individual polybag,
- polybag sticker,
- master carton,
- logistics label.
3. Clear component identification
Every component should have a unique material code. Coding should be consistent across the organization and aligned with the logic of the ERP, PLM, PDM system or internal spreadsheets used by the company.
A well-structured code should contain information about the component category, component type, main technical parameter and variant.
Example code for a woven fabric:
FAB-TWL-245-COTEL-BLK
where:
ELB-WOV-030-BLK-MED
where:
A well-structured code should contain information about the component category, component type, main technical parameter and variant.
Example code for a woven fabric:
FAB-TWL-245-COTEL-BLK
where:
- FAB — fabric,
- TWL — twill,
- 245 — fabric weight,
- COTEL — cotton/elastane,
- BLK — black colour.
ELB-WOV-030-BLK-MED
where:
- ELB — elastic band,
- WOV — woven,
- 030 — 30 mm width,
- BLK — black colour,
- MED — medium stretch force.
4. Material specification sheet as a technical parameter document
The material specification sheet should be a master document in relation to the single use of a material in the BOM. One material may be used in multiple styles; therefore, its technical parameters should be stored in a separate material specification sheet, while the BOM should refer to that sheet through the component code.
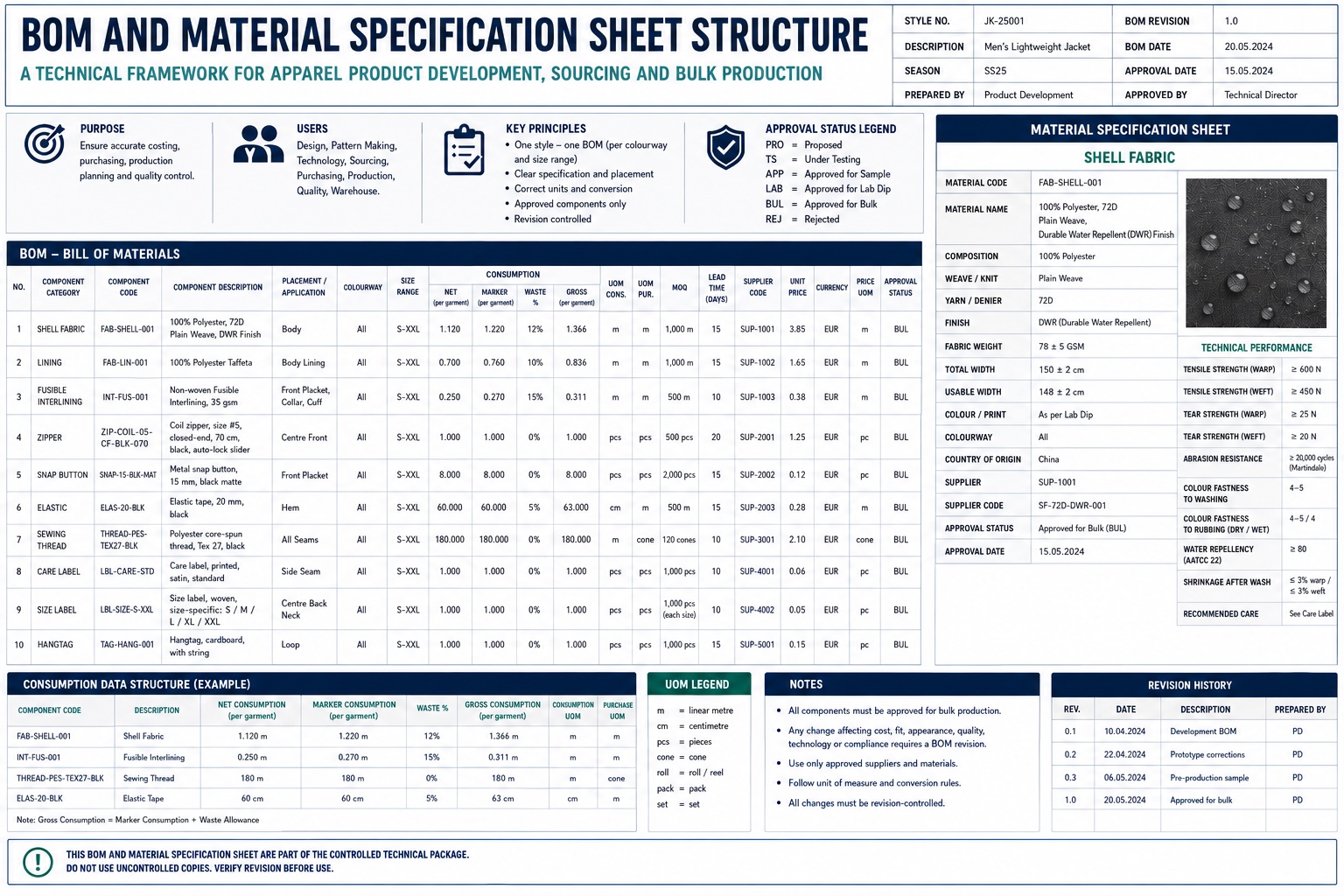
A shell fabric material specification sheet should include:
For stretch materials, documenting elongation and elastic recovery is particularly important. For dimensionally unstable materials, the required relaxation time before cutting and storage conditions before spreading on the cutting table should be specified.
A shell fabric material specification sheet should include:
| Area | Technical data |
|---|---|
| Identification | internal code, supplier code, name, supplier, alternative supplier |
| Material construction | woven fabric, knitted fabric, laminate, coating, weave, structure |
| Composition | percentage fibre composition according to supplier declaration |
| Physical parameters | fabric weight, total width, usable width, thickness |
| Mechanical parameters | stretch, elastic recovery, stiffness, drape, deformation tendency |
| Technological parameters | recommended needle, thread, presser foot, stitch, tension, pressing parameters |
| Dimensional stability | shrinkage after washing, pressing, decatizing, relaxation |
| Quality parameters | pilling, dry/wet rubbing, colour migration, seam slippage |
| Logistics | MOQ, lead time, purchase unit, roll width, roll length |
| Status | proposed, testing, approved, rejected, discontinued |
| Documents | certificates, test reports, declarations of conformity |
5. Material consumption: pattern, cutting and purchasing levels
A professional BOM should not use one generic field called “consumption”. Different consumption levels must be separated because each of them serves a different purpose.
Pattern consumption
Pattern consumption results from the surface area of the pattern pieces and is useful at the preliminary costing stage. It does not yet include marker efficiency, material directionality, pattern repeat or process losses.
Marker consumption
Marker consumption is based on the actual marker layout. It should be calculated for a specific usable fabric width, size ratio, production quantity, material direction and cutting assumptions.
For directional materials, pile fabrics, one-way prints, checks, stripes or materials with a pattern repeat, the following should be specified separately:
For directional materials, pile fabrics, one-way prints, checks, stripes or materials with a pattern repeat, the following should be specified separately:
- one-way marker,
- two-way marker,
- marker with pattern-repeat matching,
- marker with restricted pattern-piece rotation,
- marker with blocked mirror placement.
Process consumption
Process consumption includes losses resulting from production reality: roll-end losses, edge trimming, cutting errors, material stabilization, cutting tolerance, waste caused by pattern matching and quality inspection.
Purchasing consumption
Purchasing consumption is the value used by the purchasing department. It should include marker consumption, process allowance, safety stock, MOQ, purchase unit and rounding to full rolls, bolts, cartons or packs.
For this reason, the BOM should use separate columns such as:
For this reason, the BOM should use separate columns such as:
- net consumption,
- marker consumption,
- process waste %,
- purchase allowance %,
- gross consumption,
- purchase unit,
- conversion factor.
6. Units of measure and conversion factors
One of the most common sources of BOM errors is the use of different consumption units and purchase units. The documentation must clearly define the conversion factor.
Examples:
In ERP systems, a missing unit conversion factor leads to incorrect MRP requirements, excessive purchasing or component shortages during production.
Examples:
| Component | Consumption unit | Purchase unit | Conversion factor |
|---|---|---|---|
| Fabric | m/garment | linear metre | 1:1 |
| Elastic | cm/garment | metre or roll | 100 cm = 1 m |
| Thread | m/garment | cone | number of metres per cone |
| Buttons | pcs/garment | gross or pack | 1 gross = 144 pcs |
| Tape | cm/garment | roll | roll length in metres |
| Carton | pcs | master pack | number of cartons per pack |
7. Variant BOM: colour, size, season and customer
In bulk production, the BOM should support variant logic. One style may have different fabrics, threads, zippers, labels or packaging depending on colour, size, sales market or customer.
The following component types should be distinguished:
The following component types should be distinguished:
- common to all variants,
- colour-dependent,
- size-dependent,
- length-dependent,
- customer-specific,
- country-specific,
- seasonal,
- substitute components.
| Component | Dependency |
|---|---|
| Shell fabric | colour |
| Topstitching thread | colour |
| Zipper | colour and length |
| Waistband elastic | size |
| Size label | size |
| Care label | country of sale |
| Carton | packing quantity |
8. Component status and approval path
Every component should have a technical and purchasing status. The status indicates whether the component may be used in bulk production.
Recommended statuses:
Recommended statuses:
- proposed — component proposed,
- sample requested — sample requested from supplier,
- under testing — component under testing,
- approved for prototype — approved for prototype use,
- approved for bulk — approved for bulk production,
- approved with limitation — approved with restrictions,
- rejected — rejected,
- discontinued — discontinued, >
- replacement required — replacement required.
- conformity of the supplier sample with the material specification sheet,
- physical parameters,
- technological compatibility,
- quality test results,
- purchasing availability,
- MOQ,
- lead time,
- price,
- colour compliance,
- compliance with customer requirements.
9. BOM revisions and change control
The BOM must be version-controlled. Any component change affecting cost, appearance, quality, technology or availability should generate a revision.
Example revision structure:
Example revision structure:
- BOM 0.1 — development version,
- BOM 0.2 — correction after prototype,
- BOM 0.3 — salesman sample version,
- BOM 1.0 — version approved for bulk production,
- BOM 1.1 — thread supplier change,
- BOM 1.2 — zipper length change,
- BOM 2.0 — construction change affecting material consumption.
- change date,
- change owner,
- scope of change,
- previous value,
- new value,
- reason for change,
- cost impact,
- lead-time impact,
- technological impact,
- information on whether the change applies to the prototype, current production or future production lots.
10. Link between BOM and operation specification
The BOM should be consistent with the operation specification or technical process sheet. A component should not function only as a purchasing item; it should be linked to its place of use and the relevant production operation.
Examples of links:
For bulk production, linking components with operations is particularly important because it enables control of consumption, workstation preparation, tooling preparation and machine parameters.
Examples of links:
| Component | Technological link |
|---|---|
| Fusible interlining | garment part: collar, cuff, placket; operation: fusing |
| Stabilizing tape | section: shoulder seam; operation: tape insertion |
| Elastic | garment part: waistband; cut length; stretch percentage |
| Binding tape | width before sewing; finished width; folder type |
| Thread | stitch type; machine; needle; tension |
| Zipper | placement; sewing sequence; presser foot type |
11. Material specification sheet and quality testing
The material specification sheet should be linked to laboratory test results or internal production trials. Supplier descriptions alone are not sufficient, especially for unstable, stretch, coated, laminated or deeply dyed materials.
The documentation should include relevant test results for:
The documentation should include relevant test results for:
- shrinkage after washing,
- dimensional stability,
- colour fastness to washing,
- colour fastness to perspiration,
- colour fastness to dry and wet rubbing,
- pilling resistance,
- tear strength,
- tensile strength,
- seam slippage,
- edge fraying,
- delamination,
- coating resistance,
- reaction to pressing,
- fusing compatibility,
- dye migration,
- spirality of knitted fabric after washing.
12. Minimum structure of a professional BOM
For bulk production, the BOM should contain at least the following fields:
This structure is readable for both the technology department and the purchasing department. It also enables easier integration with ERP, PLM and costing tools.
| Field | Description |
|---|---|
| Product code | product index |
| Style number | style number |
| Season / collection | season or collection |
| BOM version | BOM version |
| Component category | component category |
| Component code | internal component code |
| Supplier code | supplier reference code |
| Component name | technical component name |
| Technical description | technical parameters |
| Placement | place of use in the garment |
| Colour code | colour code |
| Size dependency | size dependency |
| Net consumption | net consumption |
| Marker consumption | marker-based consumption |
| Waste allowance | process allowance |
| Gross consumption | gross consumption |
| Consumption UOM | unit of consumption |
| Purchase UOM | unit of purchase |
| Conversion factor | unit conversion factor |
| MOQ | minimum order quantity |
| Lead time | delivery lead time |
| Unit price | unit price |
| Currency | currency |
| Supplier/td> | supplier |
| Alternative supplier | alternative supplier |
| Approval status | approval status |
| Revision note | change note |
| Remarks | technological remarks |
13. The most common technical errors in material documentation
In practice, most problems are caused not by obvious missing data, but by minor inconsistencies. Typical errors include:
- the same component saved under several different names,
- missing internal code,
- missing supplier code,
- missing usable fabric width,
- using total width instead of usable width,
- missing material directionality information,
- no distinction between net and gross consumption,
- missing process allowance,
- missing unit conversion factor,
- missing approval status,
- missing BOM revision,
- missing colour variant information,
- missing size dependency,
- missing alternative supplier,
- missing fusing parameters,
- missing test results,
- packaging materials not included,
- sewing threads not included,
- no link between the component and the production operation.
14. Best practice: one component, one source of data
In well-organized material documentation, the same component should not be described in parallel in several different places. The material specification sheet should be the source of master data, while the BOM should retrieve the key information through the component code.
This means that:
This means that:
- technical parameters are stored in the material specification sheet,
- consumption is stored in the BOM,
- the operation of use is stored in the technical operation sheet,
- price and supplier data are stored in the purchasing module,
- test results are stored in quality documentation,
- change history is stored in revisions.
15. BOM as a cost-control tool
A properly organized BOM enables control of the material cost of a garment at component, variant and production-lot level.
The cost of a component in the garment should be calculated according to the following formula:
component cost in garment = gross consumption × unit price after unit conversion
In practice, the following factors must also be considered:
The cost of a component in the garment should be calculated according to the following formula:
component cost in garment = gross consumption × unit price after unit conversion
In practice, the following factors must also be considered:
- currency,
- exchange rate,
- transport cost,
- duty,
- minimum order quantity,
- waste,
- safety stock,
- quality losses,
- differences resulting from fabric width,
- differences resulting from marker efficiency.
Summary
A well-organized BOM and properly prepared material specification sheets are the foundation of apparel production control. Their quality determines costing accuracy, purchasing correctness, component availability, process stability and repeatability of the garment in bulk production.
For professionals, the most important elements are clear component codes, complete technical parameters, variant control, separation of consumption and purchase units, approval status, BOM revisions, linkage with the operation specification and documentation of material test results.
The BOM should not be treated as an auxiliary spreadsheet. In a mature production organization, it is the central material and cost-control document connecting pattern engineering, technology, purchasing, quality, warehouse and production. The more precisely it is prepared at the development and pre-production stages, the lower the risk of errors, stoppages, excess purchasing and costly changes during order execution.
For professionals, the most important elements are clear component codes, complete technical parameters, variant control, separation of consumption and purchase units, approval status, BOM revisions, linkage with the operation specification and documentation of material test results.
The BOM should not be treated as an auxiliary spreadsheet. In a mature production organization, it is the central material and cost-control document connecting pattern engineering, technology, purchasing, quality, warehouse and production. The more precisely it is prepared at the development and pre-production stages, the lower the risk of errors, stoppages, excess purchasing and costly changes during order execution.